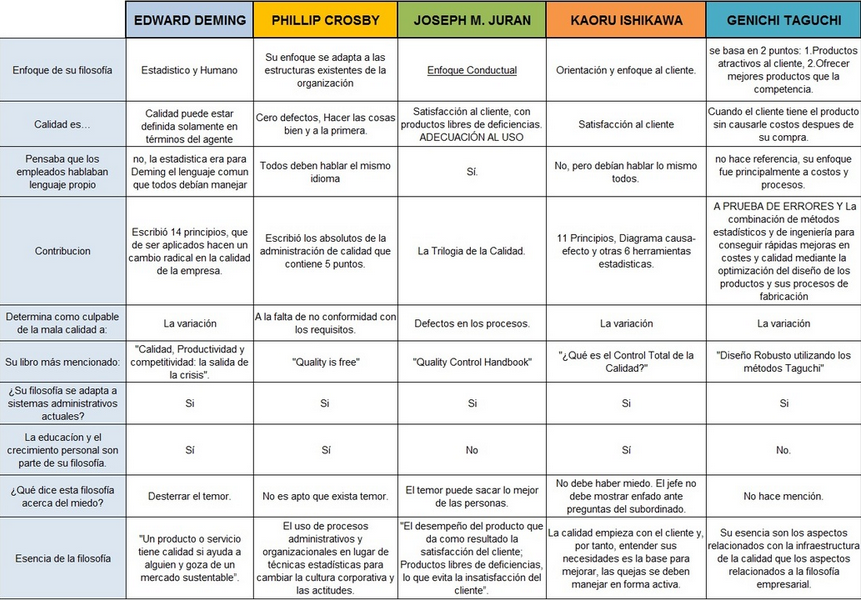
1.3 CUADRO COMPARATIVO DE LAS FILOSOFÍAS DE CALIDAD
1.4 RUTA DE LA CALIDAD
La solución para un problema es mejorar el resultado deficiente hasta lograr un nivel razonable. Las causas de los problemas se investigan desde el punto de vista de los hechos y se analiza con procesión la relación causa efecto. Se evitan estrictamente las decisiones sin fundamento basadas en la imaginación o en la teoría desde un escritorio, debido a que los intentos de solucionar los problemas con base en decisiones orientan en direcciones equivocadas, lo cual lleva al fracaso o a demorar la mejora. Si diseñan y se implementan medidas que contrarresten el problema para evitar que los factores causales vuelvan a presentarse. Este procedimiento es una especie de recuento o representación de las actividades del aseguramiento de la calidad, y por eso la gente la llama "la ruta de la calidad”.
Un problema se soluciona de acuerdo con los siguientes siete pasos:1. Problema: Identificar el problema.
1. Problema: Defina el problema con claridad
Actividades:
1. Muestre que el problema que se está tratando es mucho más importante que cualquier otro. (Utilice el principio de Pareto)
2. Muestre cuál es el contexto del problema y que curso ha seguido hasta el momento
3. Exprese en términos concretos solamente los resultados no deseados del desempeño deficiente. Demuestre cuál es la pérdida en el actual desempeño y cuánto necesita mejorarse.
4. Plantee un tema y una meta y, si es necesario, subtemas.
5. Proponga a una persona para que se haga cargo de la tarea oficialmente. Cuando la tarea va a ser realizada por un equipo, nombre a sus miembros y líder.
6. Presente un presupuesto estimado para la mejora.
7. Haga un cronograma de la mejora.
2. Observación: Investigue las características específicas del problema desde una amplia gama de puntos de vista.
Actividades:
1. Investigue cuatro puntos (tiempo, lugar, tipo, síntoma) para descubrir las características del problema (Utilice la hoja de inspección)
2. Después investigue desde muchos puntos de vista para descubrir la variación en el resultado.
3. Vaya al lugar y recoja la información necesaria que no puede ponerse en forma de datos.
3. Análisis: Descubra cuáles son las principales causas
Actividades:
1. Plantee hipótesis de causas (seleccionando los candidatos más importantes como causas).
2. Someta a prueba las hipótesis (deduzca las principales causas entre las señaladas).
4. Acción: Realice acciones para eliminar las principales causas.
Actividades:
1. Debe hacerse una distinción estricta entre las acciones realizadas para solucionar fenómenos (remedio inmediato) y las acciones realizadas para eliminar los factores causales (prevención de recurrencia).
2. Cerciórese de que las acciones no producen otros problemas (efectos secundarios). Si lo hacen, adopte otras acciones, o diseñe medidas para los efectos secundarios.
3. Diseñe varias propuestas diferentes de acción, examine las ventajas y las desventajas de cada una y seleccione aquellas que sean aceptadas por las personas involucradas.
5. Verificación: Asegúrese de que el problema haya sido prevenido desde su raíz.
Actividades:
1. Compare los datos obtenidos sobre el problema (resultados indeseados en el tema), en el mismo formato (tablas, gráficas, esquemas antes y después de realizadas las acciones.
2. Convierta el efecto en términos monetarios, y compare el resultado con el valor objetivo.
3. Haga una lista de cualquier otro efecto, bueno o malo.
6. Estandarización: Elimine permanentemente las causas de problema.
Actividades:
1. Para el trabajo mejorado debe identificarse claramente: quien, cuándo, dónde, qué, porqué y cómo, y usarse como un estándar. (documentar la mejora)
2. Las preparaciones y comunicaciones necesarias respecto a los estándares deben realizarse correctamente.
3. Debe diseñarse un sistema de responsabilidad para verificar si los estándares se están observando (Auditorías Internas).
7. Conclusión: Revise el procedimiento seguido en la solución de los problemas y planee el trabajo futuro.
Actividades:
1. Haga una lista de los problemas que permanecen.
2. Planee que hay que hacer para solucionar esos problemas
3. Piense sobre lo que ha funcionado bien y lo que no ha funcionado en las actividades de mejoramiento.
Un problema se soluciona de acuerdo con los siguientes siete pasos:1. Problema: Identificar el problema.
1. Problema: Defina el problema con claridad
Actividades:
1. Muestre que el problema que se está tratando es mucho más importante que cualquier otro. (Utilice el principio de Pareto)
2. Muestre cuál es el contexto del problema y que curso ha seguido hasta el momento
3. Exprese en términos concretos solamente los resultados no deseados del desempeño deficiente. Demuestre cuál es la pérdida en el actual desempeño y cuánto necesita mejorarse.
4. Plantee un tema y una meta y, si es necesario, subtemas.
5. Proponga a una persona para que se haga cargo de la tarea oficialmente. Cuando la tarea va a ser realizada por un equipo, nombre a sus miembros y líder.
6. Presente un presupuesto estimado para la mejora.
7. Haga un cronograma de la mejora.
2. Observación: Investigue las características específicas del problema desde una amplia gama de puntos de vista.
Actividades:
1. Investigue cuatro puntos (tiempo, lugar, tipo, síntoma) para descubrir las características del problema (Utilice la hoja de inspección)
2. Después investigue desde muchos puntos de vista para descubrir la variación en el resultado.
3. Vaya al lugar y recoja la información necesaria que no puede ponerse en forma de datos.
3. Análisis: Descubra cuáles son las principales causas
Actividades:
1. Plantee hipótesis de causas (seleccionando los candidatos más importantes como causas).
2. Someta a prueba las hipótesis (deduzca las principales causas entre las señaladas).
4. Acción: Realice acciones para eliminar las principales causas.
Actividades:
1. Debe hacerse una distinción estricta entre las acciones realizadas para solucionar fenómenos (remedio inmediato) y las acciones realizadas para eliminar los factores causales (prevención de recurrencia).
2. Cerciórese de que las acciones no producen otros problemas (efectos secundarios). Si lo hacen, adopte otras acciones, o diseñe medidas para los efectos secundarios.
3. Diseñe varias propuestas diferentes de acción, examine las ventajas y las desventajas de cada una y seleccione aquellas que sean aceptadas por las personas involucradas.
5. Verificación: Asegúrese de que el problema haya sido prevenido desde su raíz.
Actividades:
1. Compare los datos obtenidos sobre el problema (resultados indeseados en el tema), en el mismo formato (tablas, gráficas, esquemas antes y después de realizadas las acciones.
2. Convierta el efecto en términos monetarios, y compare el resultado con el valor objetivo.
3. Haga una lista de cualquier otro efecto, bueno o malo.
6. Estandarización: Elimine permanentemente las causas de problema.
Actividades:
1. Para el trabajo mejorado debe identificarse claramente: quien, cuándo, dónde, qué, porqué y cómo, y usarse como un estándar. (documentar la mejora)
2. Las preparaciones y comunicaciones necesarias respecto a los estándares deben realizarse correctamente.
3. Debe diseñarse un sistema de responsabilidad para verificar si los estándares se están observando (Auditorías Internas).
7. Conclusión: Revise el procedimiento seguido en la solución de los problemas y planee el trabajo futuro.
Actividades:
1. Haga una lista de los problemas que permanecen.
2. Planee que hay que hacer para solucionar esos problemas
3. Piense sobre lo que ha funcionado bien y lo que no ha funcionado en las actividades de mejoramiento.
1.5 Kaisen
Kaisen=mejora continua
Término de origen Japonés Que significa Kai "cambio", zen "Mejora", Qué Aplicado a la filosofía de la Calidad en Occidente, podemos definirlo como Mejora Continua y que implica a todas las estructuras de la empresa en las labores de mantenimiento e Innovación, solapando estas para obtener el progreso pecado necesidad de grandes inversiones
De hecho, el concepto cobró tanta fuerza en este sentido, que el Kaizen ha sido considerado como un elemento clave para la competitividad de las organizaciones japonesas en los últimas tres décadas del siglo XX.
La estrategia kaisen es el concepto de más importancia en la administración japonesa, la clave del éxito competitivo japonés.
Las implicaciones del CTC o CCTC en Japón han sido que estos conceptos han ayudado a las compañías japonesas a generar una forma de pensamiento orientada al proceso y desarrollar estrategias que aseguren un mejoramiento continuo que involucre a las personas de todo los niveles de la jerarquía organizacional.
Adoptar Kaisen es asumir la cultura de mejoramiento continuo que se centra en la eliminación de los desperdicios y en los despilfarros de los sistemas productivos.
Es un reto continuo para mejorar los estándares.
El sentido del Kaisen: todo proceso de cambio debe comenzar con una decisión y debe ser progresivo en el tiempo, sin marcha atrás.
El Kaizen retoma las técnicas del Control de Calidad diseñadas por Edgard Deming, pero incorpora la idea de que nuestra forma de vida merece ser mejorada de manera constante.
El mensaje de la estrategia de Kaizen es que no debe pasar un día sin que se haya hecho alguna clase de mejoramiento, sea a nivel social, laboral o familiar.
La complacencia es el enemigo número uno del Kaizen
Al desarrollo del Kaizen han contribuido autores como Masaaki Imai, Ishikawa, Taguchi, Kano, Shigeo Shingo y Ohno.
El éxito que el Kaizen ha adquirido en la actividad empresarial deviene justamente de la incitación a mejorar los estándares, sean niveles de calidad, costes, productividad o tiempos de espera.
La metodología del Kaizen permite establecer estándares más altos y las empresas japonesas como Toyota, Hitachi o Sony fueron desde los años 80 un buen ejemplo del mejoramiento continuo de los estándares productivos.
En el desarrollo y aplicación del Kaizen se ven amalgamados conocimientos y técnicas vinculados con Administración de Operaciones, Ingeniería Industrial, Comportamiento Organizacional, Calidad, Costos, Mantenimiento, Productividad, Innovación y Logística entre otros.
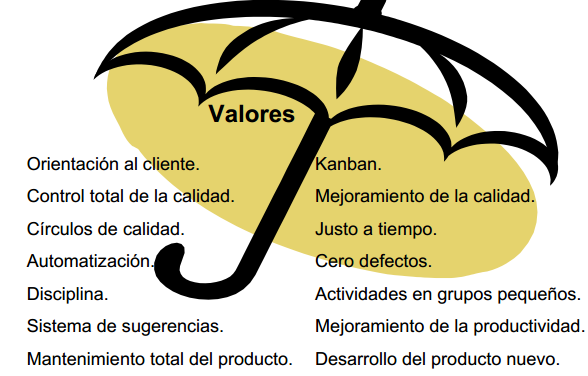
Bajo el paraguas del Kaizen se ven involucrados métodos y herramientas tales como: Control Total de Calidad, Círculos de Calidad, Sistemas de Sugerencias, Automatización, Mantenimiento Productivo Total, Kanban, Mejoramiento de la Calidad, Just in Time, Cero Defectos, Actividades en Grupos Pequeños, Desarrollo de nuevos productos, Mejoramiento en la productividad, Cooperación Trabajadores-Administración y Disciplina en el lugar de trabajo, entre otros.
Se han desarrollado varios sistemas de puntos de comprobación de Kaizen para ayudar tanto a los trabajadores como a la administración a estar siempre alertas de las áreas de mejoramiento, como por ejemplo para evitar los “7 desperdicios”, citados por Taiichi Ohno:1) sobreproducción; 2) tiempo dedicado a la máquina; 3) en el transporte de las unidades; 4) en el procesamiento; 5) en toma de inventarios; 6) de movimientos y 7) en forma de unidades defectuosas.
LAS SIETE HERRAMIENTAS ESTADÍSTICAS PARA EL CONTROL ANALÍTICO DE LA CALIDAD
1. DIAGRAMAS DE PARETO: Clasifican los problemas de acuerdo con la causa y fenómeno. Los problemas son diagramas de acuerdo a la prioridad, utilizando un formato de gráficas de barras, con el cien por ciento indicando la cantidad total del valor perdido.
2. DIAGRAMAS DE CAUSA Y EFECTO: Utilizados para analizar las características de un proceso o situación y los factores que contribuyen a ellas. A los diagramas de causa – efecto, también se les conoce como gráficas de “espina de pescado”, o de Ishikawa.
3. DIAGRAMAS DE DISPERSIÓN: Se trazan dos partes de los datos correspondientes. Las diferencias en el trazo de estos puntos muestran la relación entre los datos correspondientes.
4. HISTOGRAMAS: Los datos de frecuencia obtenidos por las mediciones muestran un pico alrededor de determinado valor. A la variación de las características de calidad se le denomina “distribución”, y la figura que muestra la frecuencia en forma de estaca se designa como “histograma”. Se utiliza principalmente para determinar los probelmas revisando la forma de la dispersión, el valor central y la naturaleza de la dispersión. Kaizen
5. CARTAS DE CONTROL: Existen dos tipos de variaciones; las inevitables ocurridas bajo variaciones normales, y las anormales, que pueden llevar a una causa. Las cartas de control sirven para detectar tendencias anormales con la ayuda de gráficas lineales. Estas gráficas difieren de las gráficas lineales estándar en que tienen líneas de límite de control en los niveles central, superior e inferior. Los datos de muestra se trazan en puntos sobre la gráfica para evaluar las situaciones y tendencias del proceso.
6. GRÁFICAS: Existen muchas clases de gráficas empleadas, que dependen de la forma deseada y del propósito del análisis. Las gráficas “de barras” comparan los valores por medio de barras paralelas, en tanto que las “lineales” son utilizadas para mostrar variaciones durante un período. Las gráficas “circulares” indican la división por categorías de valores, y las de “radar”, ayudan al análisis de concepto previamente evaluado.
7. HOJAS DE COMPROBACIÓN: estas están diseñadas para tabular los resultados mediante una revisión rutinaria de la situación. En muchas situaciones administrativas no se dispone de todos los datos necesarios para la resolución de los problemas, o bien, los mismos, con frecuencia sólo existen en las mentes de las personas interesadas y están expresadas en forma verbal y no en cifras matemáticas. Tales datos verbales deben reacomodarse de manera que tengan significado para que pueda tomarse una decisión razonable.
El movimiento de “5-S” toma su nombre de cinco palabras japonesas que principian con “s”: seri, seiton, seiso, seiketsu y shitsuke. Como parte de la administración visual de un programa general, con frecuencia se colocan signos que repiten los pasos en el taller…
PASO 1, SEIRI (enderezar): Trabajo en proceso, herramientas innecesarias, maquinaria no ocupada, productos defectuosos, papeles o documentos. Diferenciar entre lo necesario y lo innecesario y descartar lo innecesario.
PASO 2, SEITON (poner las cosas en orden): Las cosas deben mantenerse en orden de manera que estén listas para ser utilizadas cuando se necesiten.
PASO 3, SEISO (limpieza): Mantener limpio el lugar de trabajo.
PASO 4, SEIKETSU (aseo personal): Hacer del aseo y de la pulcritud un hábito, principiando con la propia persona.
PASO 5, SHITSUKE, (disciplina): Seguir los procedimientos del taller, o del área de trabajo.
Término de origen Japonés Que significa Kai "cambio", zen "Mejora", Qué Aplicado a la filosofía de la Calidad en Occidente, podemos definirlo como Mejora Continua y que implica a todas las estructuras de la empresa en las labores de mantenimiento e Innovación, solapando estas para obtener el progreso pecado necesidad de grandes inversiones
De hecho, el concepto cobró tanta fuerza en este sentido, que el Kaizen ha sido considerado como un elemento clave para la competitividad de las organizaciones japonesas en los últimas tres décadas del siglo XX.
La estrategia kaisen es el concepto de más importancia en la administración japonesa, la clave del éxito competitivo japonés.
Las implicaciones del CTC o CCTC en Japón han sido que estos conceptos han ayudado a las compañías japonesas a generar una forma de pensamiento orientada al proceso y desarrollar estrategias que aseguren un mejoramiento continuo que involucre a las personas de todo los niveles de la jerarquía organizacional.
Adoptar Kaisen es asumir la cultura de mejoramiento continuo que se centra en la eliminación de los desperdicios y en los despilfarros de los sistemas productivos.
Es un reto continuo para mejorar los estándares.
El sentido del Kaisen: todo proceso de cambio debe comenzar con una decisión y debe ser progresivo en el tiempo, sin marcha atrás.
El Kaizen retoma las técnicas del Control de Calidad diseñadas por Edgard Deming, pero incorpora la idea de que nuestra forma de vida merece ser mejorada de manera constante.
El mensaje de la estrategia de Kaizen es que no debe pasar un día sin que se haya hecho alguna clase de mejoramiento, sea a nivel social, laboral o familiar.
La complacencia es el enemigo número uno del Kaizen
Al desarrollo del Kaizen han contribuido autores como Masaaki Imai, Ishikawa, Taguchi, Kano, Shigeo Shingo y Ohno.
El éxito que el Kaizen ha adquirido en la actividad empresarial deviene justamente de la incitación a mejorar los estándares, sean niveles de calidad, costes, productividad o tiempos de espera.
La metodología del Kaizen permite establecer estándares más altos y las empresas japonesas como Toyota, Hitachi o Sony fueron desde los años 80 un buen ejemplo del mejoramiento continuo de los estándares productivos.
En el desarrollo y aplicación del Kaizen se ven amalgamados conocimientos y técnicas vinculados con Administración de Operaciones, Ingeniería Industrial, Comportamiento Organizacional, Calidad, Costos, Mantenimiento, Productividad, Innovación y Logística entre otros.
Bajo el paraguas del Kaizen se ven involucrados métodos y herramientas tales como: Control Total de Calidad, Círculos de Calidad, Sistemas de Sugerencias, Automatización, Mantenimiento Productivo Total, Kanban, Mejoramiento de la Calidad, Just in Time, Cero Defectos, Actividades en Grupos Pequeños, Desarrollo de nuevos productos, Mejoramiento en la productividad, Cooperación Trabajadores-Administración y Disciplina en el lugar de trabajo, entre otros.
Se han desarrollado varios sistemas de puntos de comprobación de Kaizen para ayudar tanto a los trabajadores como a la administración a estar siempre alertas de las áreas de mejoramiento, como por ejemplo para evitar los “7 desperdicios”, citados por Taiichi Ohno:1) sobreproducción; 2) tiempo dedicado a la máquina; 3) en el transporte de las unidades; 4) en el procesamiento; 5) en toma de inventarios; 6) de movimientos y 7) en forma de unidades defectuosas.
LAS SIETE HERRAMIENTAS ESTADÍSTICAS PARA EL CONTROL ANALÍTICO DE LA CALIDAD
1. DIAGRAMAS DE PARETO: Clasifican los problemas de acuerdo con la causa y fenómeno. Los problemas son diagramas de acuerdo a la prioridad, utilizando un formato de gráficas de barras, con el cien por ciento indicando la cantidad total del valor perdido.
2. DIAGRAMAS DE CAUSA Y EFECTO: Utilizados para analizar las características de un proceso o situación y los factores que contribuyen a ellas. A los diagramas de causa – efecto, también se les conoce como gráficas de “espina de pescado”, o de Ishikawa.
3. DIAGRAMAS DE DISPERSIÓN: Se trazan dos partes de los datos correspondientes. Las diferencias en el trazo de estos puntos muestran la relación entre los datos correspondientes.
4. HISTOGRAMAS: Los datos de frecuencia obtenidos por las mediciones muestran un pico alrededor de determinado valor. A la variación de las características de calidad se le denomina “distribución”, y la figura que muestra la frecuencia en forma de estaca se designa como “histograma”. Se utiliza principalmente para determinar los probelmas revisando la forma de la dispersión, el valor central y la naturaleza de la dispersión. Kaizen
5. CARTAS DE CONTROL: Existen dos tipos de variaciones; las inevitables ocurridas bajo variaciones normales, y las anormales, que pueden llevar a una causa. Las cartas de control sirven para detectar tendencias anormales con la ayuda de gráficas lineales. Estas gráficas difieren de las gráficas lineales estándar en que tienen líneas de límite de control en los niveles central, superior e inferior. Los datos de muestra se trazan en puntos sobre la gráfica para evaluar las situaciones y tendencias del proceso.
6. GRÁFICAS: Existen muchas clases de gráficas empleadas, que dependen de la forma deseada y del propósito del análisis. Las gráficas “de barras” comparan los valores por medio de barras paralelas, en tanto que las “lineales” son utilizadas para mostrar variaciones durante un período. Las gráficas “circulares” indican la división por categorías de valores, y las de “radar”, ayudan al análisis de concepto previamente evaluado.
7. HOJAS DE COMPROBACIÓN: estas están diseñadas para tabular los resultados mediante una revisión rutinaria de la situación. En muchas situaciones administrativas no se dispone de todos los datos necesarios para la resolución de los problemas, o bien, los mismos, con frecuencia sólo existen en las mentes de las personas interesadas y están expresadas en forma verbal y no en cifras matemáticas. Tales datos verbales deben reacomodarse de manera que tengan significado para que pueda tomarse una decisión razonable.
El movimiento de “5-S” toma su nombre de cinco palabras japonesas que principian con “s”: seri, seiton, seiso, seiketsu y shitsuke. Como parte de la administración visual de un programa general, con frecuencia se colocan signos que repiten los pasos en el taller…
PASO 1, SEIRI (enderezar): Trabajo en proceso, herramientas innecesarias, maquinaria no ocupada, productos defectuosos, papeles o documentos. Diferenciar entre lo necesario y lo innecesario y descartar lo innecesario.
PASO 2, SEITON (poner las cosas en orden): Las cosas deben mantenerse en orden de manera que estén listas para ser utilizadas cuando se necesiten.
PASO 3, SEISO (limpieza): Mantener limpio el lugar de trabajo.
PASO 4, SEIKETSU (aseo personal): Hacer del aseo y de la pulcritud un hábito, principiando con la propia persona.
PASO 5, SHITSUKE, (disciplina): Seguir los procedimientos del taller, o del área de trabajo.
